 中文版
中文版 English
English



重庆焊接平台规格


简介:重庆焊接平台规格,标准焊接工作台现货,异型铸铁焊接平板定做-河北全意铸造厂,我公司各规格产品,设计合理,全部达到标准,深受中外合资工农公司的大力支持与厚爱.
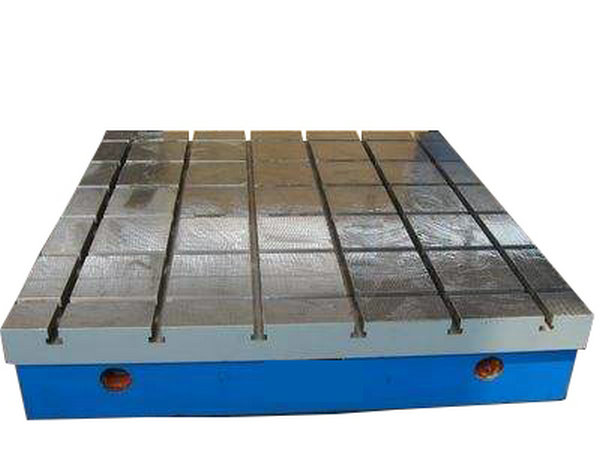
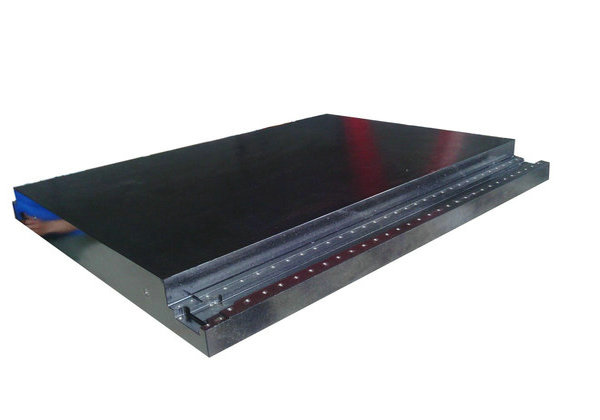
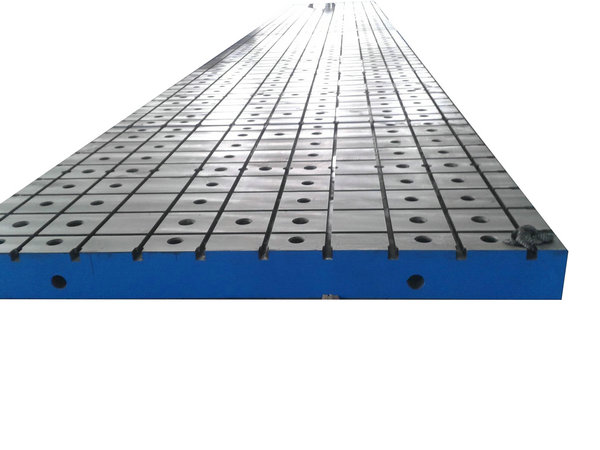
焊接平台用于铆焊工艺的基础平板,工作面上有孔和T型槽,孔主要用来清理铆焊时的一些铁渣和焊接废弃物,T型槽主要是用来固定焊接件。
焊接平台材质:高强度铸铁HT200-300
焊接平台工作面硬度为HB170-240,经过两次人工处理(人工退火600度-700度和自然时效2-3年)使用该产品 的精度稳定,耐磨性能好。
焊接平台规格:100*100—3000*8000,(特殊规格根据需方图纸制作。)
焊接平台精度:按国家标准计量检定规程执行,分别为1、2、3四个等级。
对焊接平台的加工细节:
1.铸铁焊接平台的装夹:薄铸铁通常采用撑板直接在工作台上进行装夹。它所产生的夹紧力十分有利于对薄铸铁的装夹。
2.为了保证薄焊接平台装夹的可靠性和稳定性,预先将铸铁焊接的两个侧面加工好。否则,撑板与铸铁焊接的侧面就不能很好的接触,会使铸铁焊接受力不均而变形。
3.装夹时,使焊接平台的基准面同工作台面或平垫铁贴紧。不能用手捶使劲敲打铸铁焊接,因为薄铸铁焊接刚性差,易变形、断裂,并且还有弹性,所以越敲打,铸铁越与定位表面不紧和夹不紧。如果铸铁焊接下面的缝隙是由于铸铁焊接底面不平而产生的,则应该用铁皮垫实。
4.此外,在装夹铸铁焊接时夹紧力不能太大,否则会引起铸铁焊接中间凸起,待加工后松开工铸铁焊接,因弹性变形使焊接中间成凹形。
5.切削用量:刨薄铸铁焊接时,切削力要小,夹紧力也要小,那就应采用较小的切削深度(约取0.3——0.5mm以下)和进给量(约取0.1——0.25mm/往复行程),以及正常的切削速度,并适当的冷却润滑液进行切削。


相关资讯
电话:0317-8326998
传真:0317-8326986
手机:18333443388
联系人:张经理
邮箱:qyjxzg@163.com
地址:河北省泊头市交河开发区