 中文版
中文版 English
English



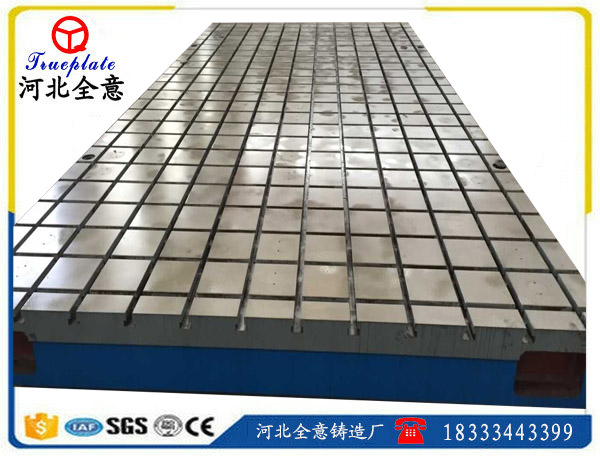
横竖T型槽平台—叠片式刀片T型刀加工
横竖T型槽平台,横竖T型槽试验平台,铸铁T型槽装配平台-河北全意铸造厂,免费提供T型槽试验平台方案,T型槽装配平台图纸,铸铁平台,T型槽平台的实时报价.咨询热线:18333443399.
相信有很多做加工的朋友都见过横竖T型槽平台,有些人还做过。但是我们接下来分享的这个T型槽,也蛮简单的。因为做批量,考虑到加工效率,一次性T多个T型槽,节约成本和时间,我们会定制一种非标T型刀,这种刀具是根据你所加工的T型槽参数定制的特殊刀具:
下面就让我们一起来欣赏吧:
T型槽径向宽度5mm,高度2mm,共6个槽,T型槽平台,每个槽与槽的间隙2mm.
这个程序好做,主要就是定制好刀具。
先我们把刀具定制好:
T型刀的直径25mm,颈部直径12,长度2mm,再进入刀柄设置,刀柄直径25mm,刀柄长度2mm,入夹持器设置,需要添加多个夹持器:
T型槽平台:夹持器1下直径12mm,长度2MM,上直径12mm。夹持器2下直径25mm,长度2MM,上直径25mm。
后面依次类推,想要多几个刀片,就多添加几个夹持器。(注:此做法,只是让刀具直观的在程序中显示出来。如果比较懂的话,就不需要这样设置)具体请看下图:
接下来我们就做程序:
我们采用“平面铣” ,走线方式,边界只需要选一根部的内侧边界线,底面选择下面的T型槽底面,用轮廓加工方式,步距用恒定的,每刀往内测进刀0.5,下面多附加几刀就行了(具体附加多少刀?根据T型槽的径向宽度和内测进刀而定)
在CNC加工中xin上进行T型槽加工相对于普通铣床,可能成本大,加工效率不高,且容易造成T型刀折断,因为程序控制CNC机器是没有手感的,你懂的啊。但是CNC加工中xin加工出来的T型槽位置准确,精度光滑度很好,而且很减少了装夹次数和搬运次数,因此T型槽加工在CNC加工当中被广泛使用。
铸铁T型槽平台:T型刀的材质分为高速钢和合金,合金比高速钢耐磨耐高温,当然价格也是比高速钢贵的,你懂的啊。
加工材料45号钢,以每刀吃0.2mm为例,合金T型刀的转数一般给1000,进给400,高速钢600,进给250,这些参数仅供参考,因为影响的因素很多,也可以问问模具车间的师傅,或者是问问厂家参考一下.
UG NX加工设置参数:适合用2D加工
1.切削模式选择轮廓
2.步距选择恒定
3.附加刀路等于T槽深度除以每刀吃刀深度
4.主轴转速1000,进给率400,进刀和退刀跟进给一样的速度
5.进刀和退刀长度等于刀具直径60%



